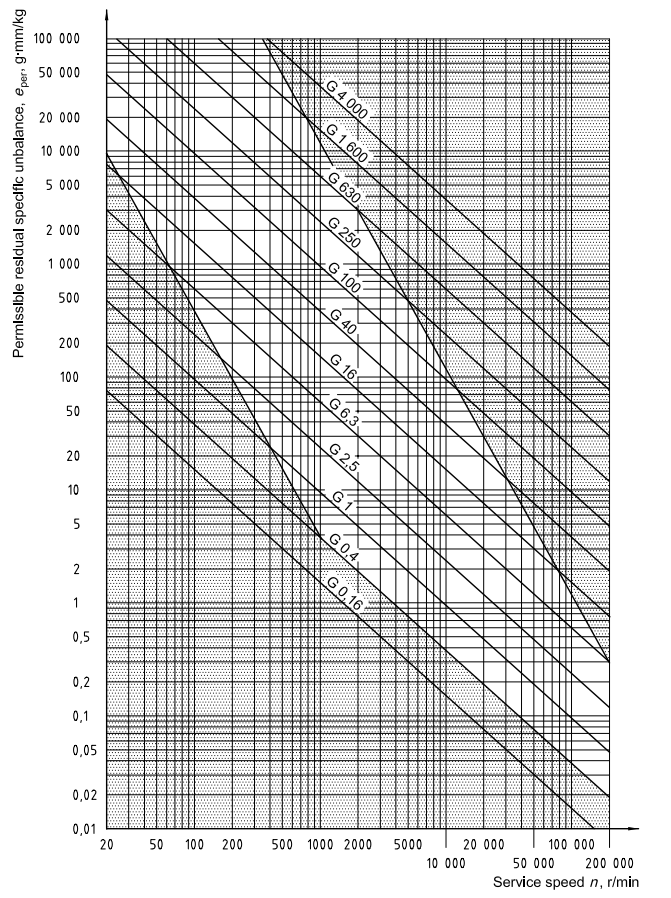
Balanced rotors are essential for most kinds of rotating machinery. Unbalance will create high vibrations causing material defects and reducing the lifetime of a material. In most cases the rotor unbalance is the major problem of vibration, it is related to the first order (= rotational frequency).
We assume, that we consider the so-called rigid rotors, which is true for nearly all practical cases. That means the operating speed of the machine is below 70% of its first resonance frequency. The resonance frequency is the critical speed, where structural resonances cause heavy vibrations. At the resonance, the phase is turning quickly and it would be impossible to make a correct measurement.
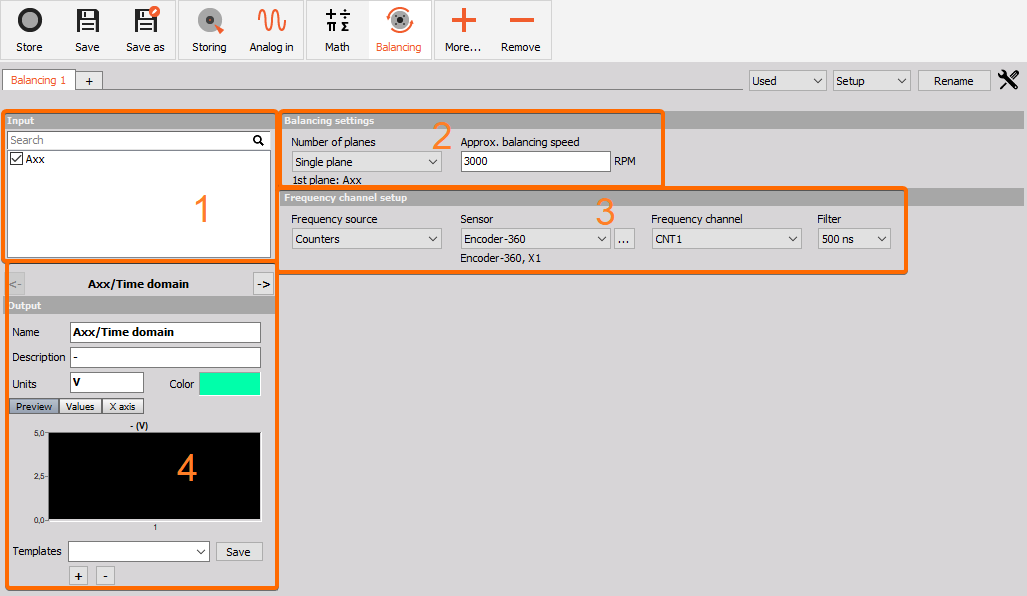
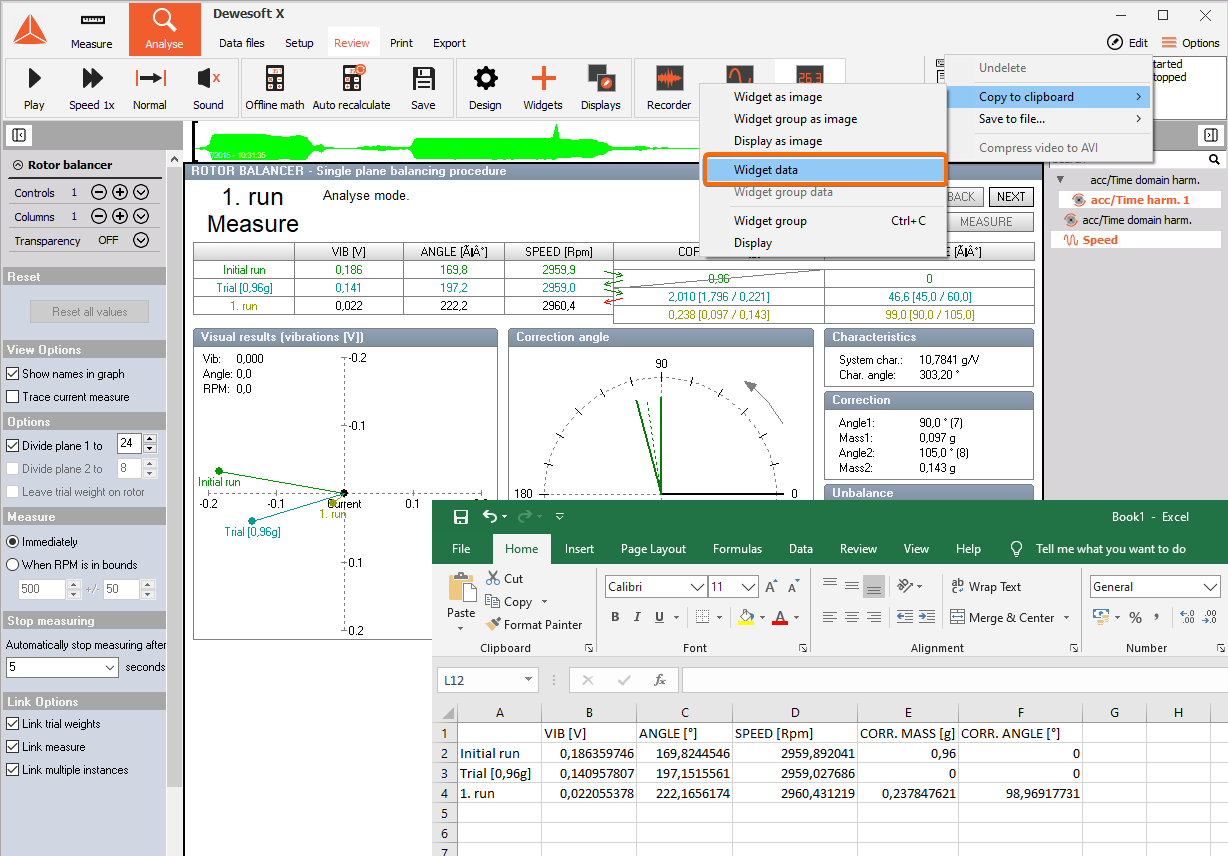
The requirement in terms of sampling rate depends on the first order (e.g. 3000 RPM/60 = 50 Hz required sampling rate 3520 Hz). Also, a precise vibration sensor signal is mandatory.
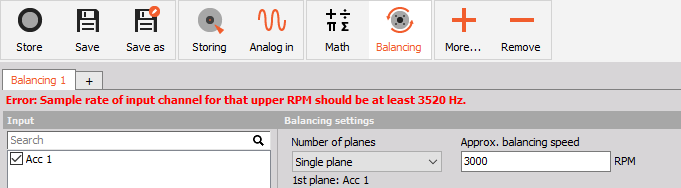 Image 1: Required sampling rate for balancing
Image 1: Required sampling rate for balancing
The minimum sample rate is calculated from the balancing speed RPM (Max RPM + 10%) and the maximum order that is selected in the settings (32 is the default). (3000RPM / 60) * 1.1 * 2 * 32 = 3520 Hz
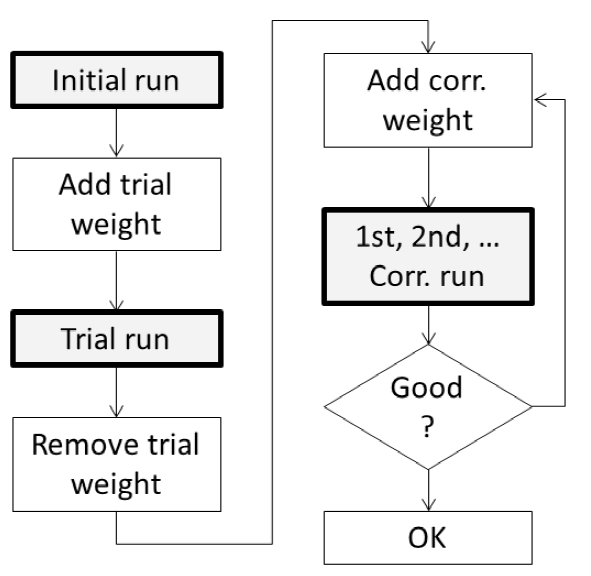
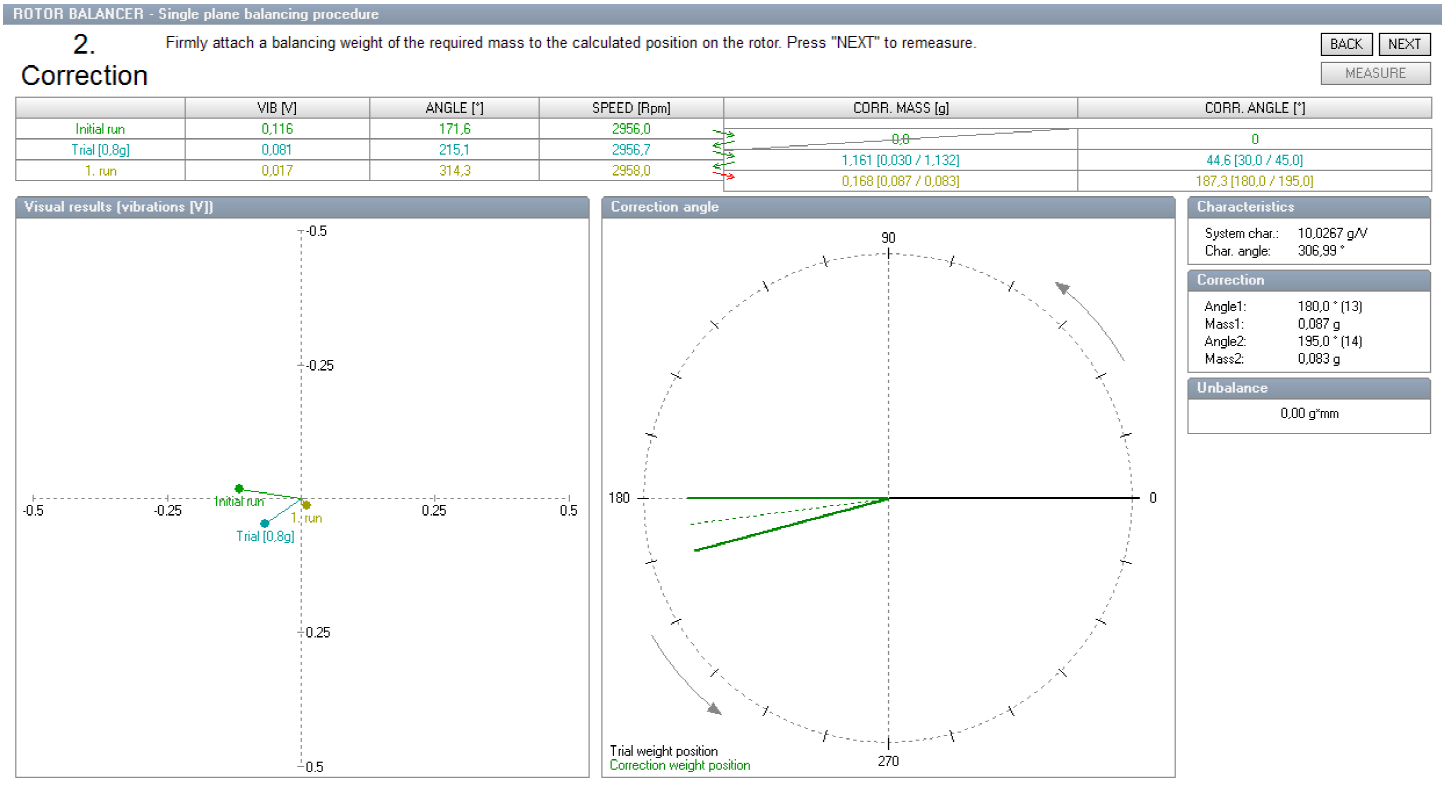
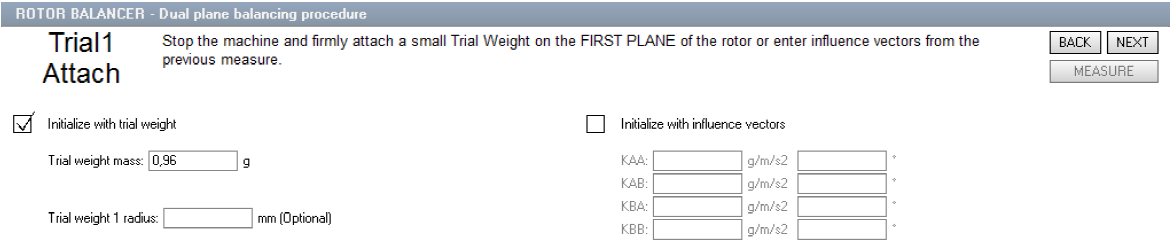
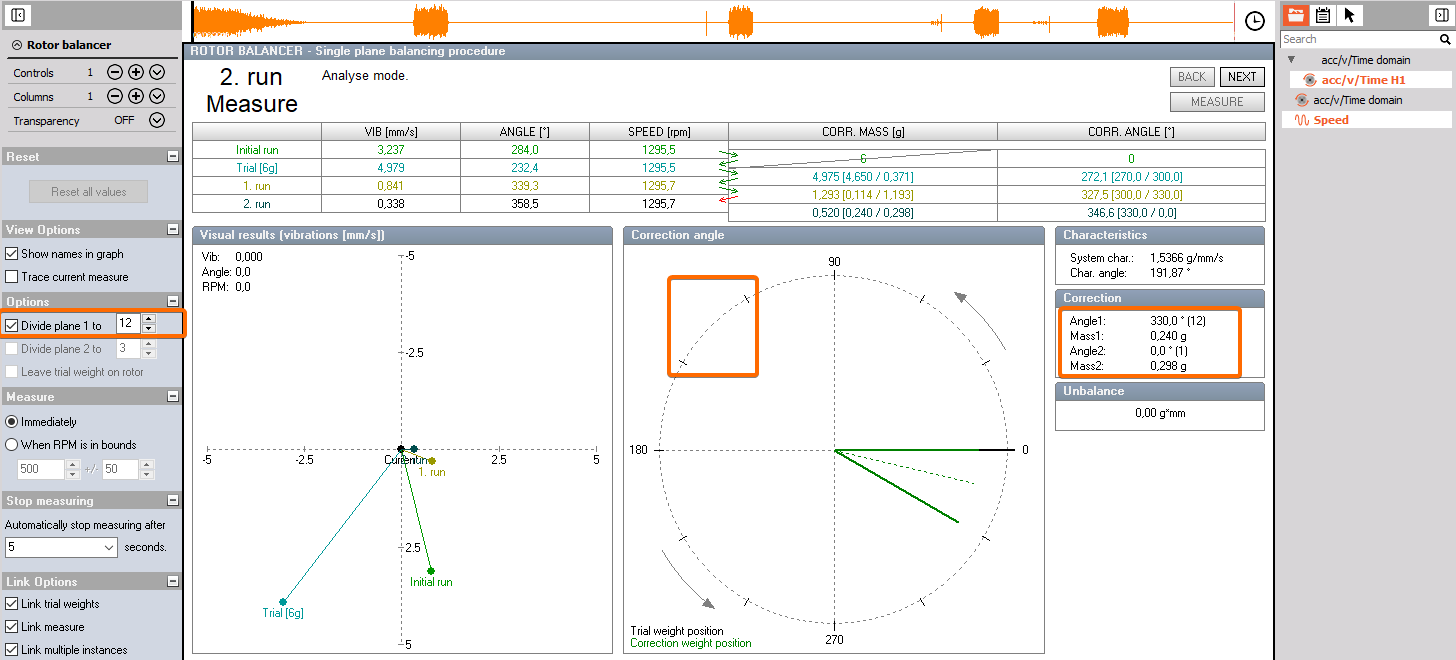
The goal of balancing is to minimize vibrations related to the first order. Basically, it works like this: We measure the initial state, then we add a trial weight of the known mass, calculate the position and mass of a counterweight, remove the trial weight and put the calculated weight on the opposite side, to cancel out the imbalance.
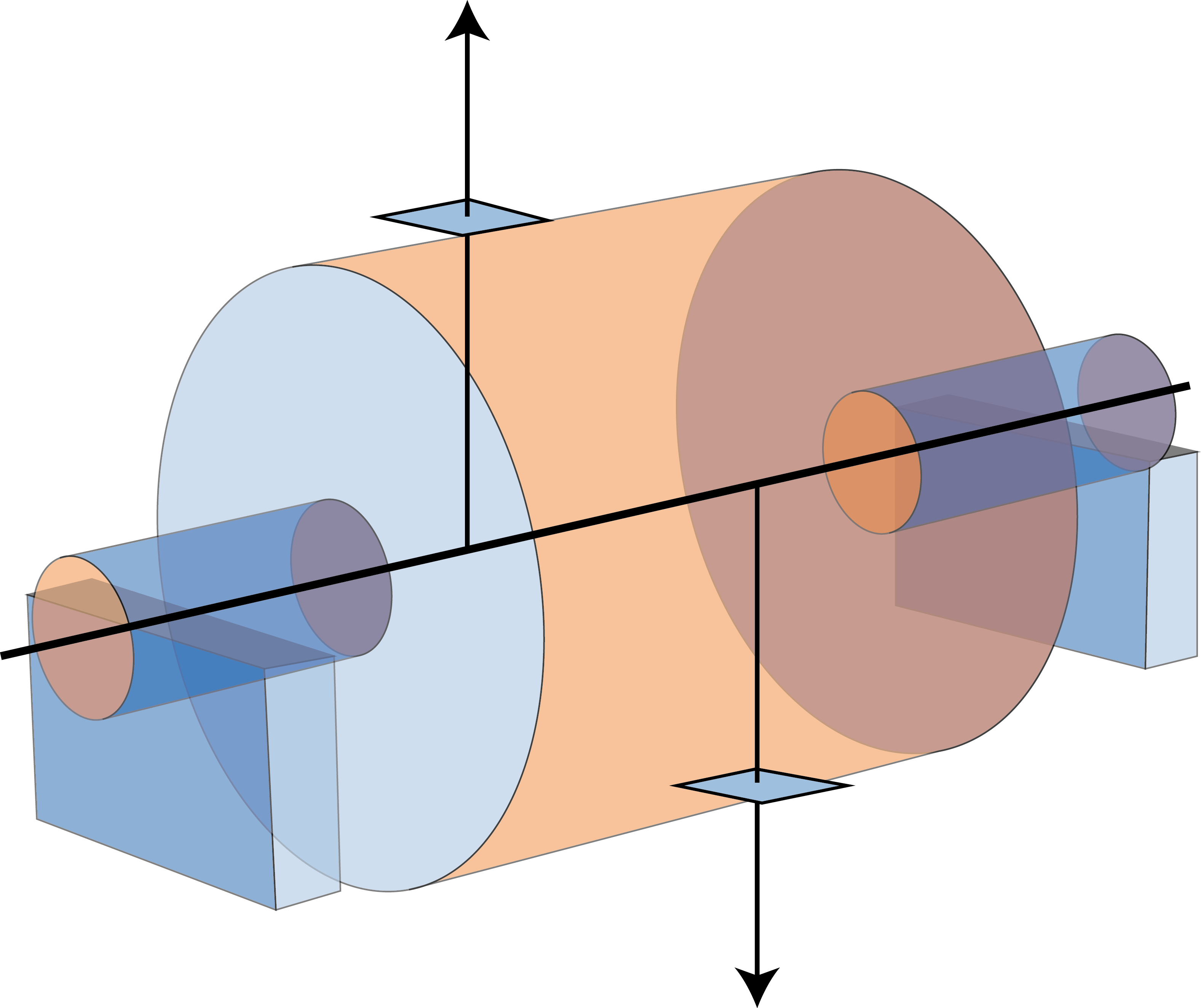
| When an unbalance exists, the first order (rotational frequency) can be seen clearly. As shown in the example below, on the rotor exists an uneven distribution of mass. | A correction weight is added (or material is removed) on the opposite side, which cancels out the major part. This procedure can then be repeated until satisfaction. |
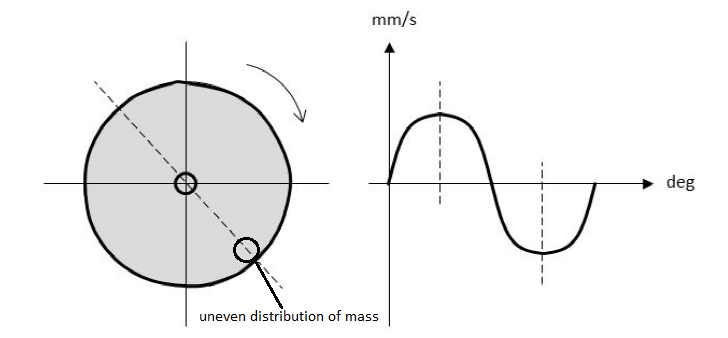 Image 2: Uneven distribution of mass Image 2: Uneven distribution of mass
|  Image 3: Correction weight on the opposite side from uneven distribution of mass Image 3: Correction weight on the opposite side from uneven distribution of mass
|
Single and dual-plane balancing
Depending on the machinery, single or dual plane balancing is used. Selecting one plane or two plane balancing generally depends on two factors. One of the factors is the ratio of the length of the rotor (L) to the diameter of the rotor (D). The other factor is the operating speed of the rotor. As a general rule of thumb, we can refer to the table shown below.
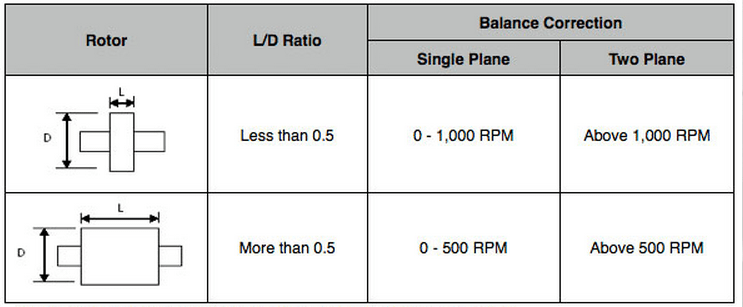 Image 4: Selecting between Single and Dual-plane balancing
Image 4: Selecting between Single and Dual-plane balancing
The procedure for a single plane or dual-plane balancing will be different, depending on which option is chosen. But basically, the following steps have to be taken:
- initial run
- trial run
- correction run(s)
Needed equipment
- 1 (for a single plane) or 2 (for dual-plane) acceleration sensors
- 1 angle sensor (for measuring RPM and absolute angular position, therefore the angle sensor must have a zero-pulse: rotary encoder with A, B, Z signal, optical tacho probe with the reflective sticker, inductive probe, CDM with zero,...)